Servizi di lavorazione con elettroerosione a filo
Casa " Servizi di lavorazione con elettroerosione a filo
Servizi di lavorazione dell'elettroerosione a filo di una sola fermata dalla fabbrica della porcellana
Leader mondiale nella lavorazione con elettroerosione a filo, fornisce prototipi di alta precisione per le vostre esigenze di lavorazione.
Offriamo elettroerosione a filo e a tuffo, lavorazioni di elettroerosione di precisione al massimo livello.

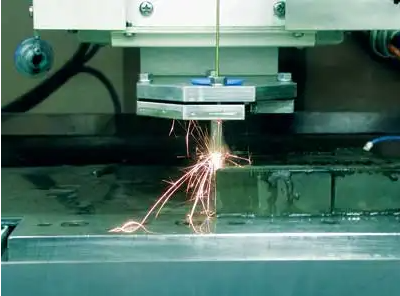
Cosa sono i servizi di lavorazione con elettroerosione a filo?
La lavorazione a elettroerosione a filo (EDM) è un processo di produzione di precisione che utilizza scariche elettriche per rimuovere materiale da un pezzo. Ecco gli aspetti principali dei servizi di lavorazione con elettroerosione a filo
Alta precisione
L'elettroerosione a filo può raggiungere tolleranze estremamente strette, spesso entro ±0,0001 pollici (±2,54 micron).
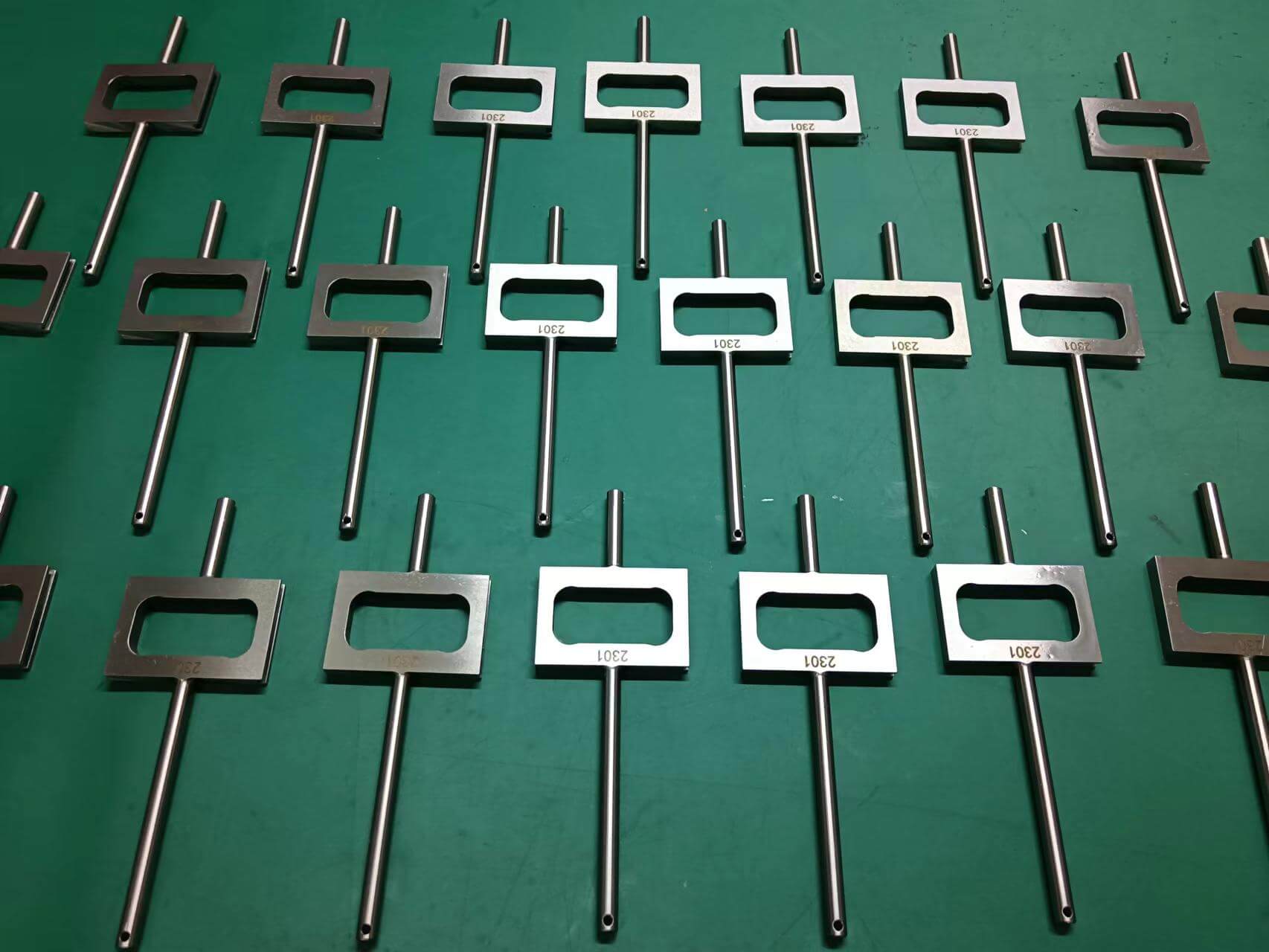
Geometrie complesse
È in grado di tagliare forme intricate e caratteristiche interne che sarebbero difficili o impossibili con i metodi di lavorazione tradizionali.
Adatto per materiali duri
Efficace per il taglio di acciai temprati, titanio e altre leghe resistenti.
Finitura superficiale liscia
Produce eccellenti finiture superficiali, che spesso richiedono una post-elaborazione minima.
Applicazioni della lavorazione con elettroerosione a filo
L'elettroerosione a filo è particolarmente preziosa in settori come l'aerospaziale, la produzione di dispositivi medici e la costruzione di utensili, dove la precisione e le geometrie complesse sono fondamentali.
Taglio di scanalature e aperture precise in parti metalliche
Produzione di stampi e matrici di stampaggio complesse
Produzione di parti piccole e delicate per dispositivi medici
Creazione di ingranaggi e pignoni personalizzati
Realizzazione di componenti aerospaziali con geometrie complesse
Caratteristiche della superficie dell'elettroerosione
La finitura superficiale prodotta dall'elettroerosione (Electrical Discharge Machining) può variare a seconda del tipo di processo di elettroerosione utilizzato.
Elettroerosione a filo
Generalmente produce una finitura superficiale liscia. La rugosità superficiale può variare da Da 0,8 a 1,6 μm Rama può arrivare a 0,1 μm Ra con tagli multipli.
- Per l'elettroerosione a filo, sulla superficie di taglio possono comparire linee visibili che rappresentano il percorso del filo. Queste linee sono in genere molto sottili e spesso possono essere ridotte al minimo con le opportune impostazioni della macchina.


Elettroerosione ad affondamento
Può produrre superfici che vanno da molto lisce a intenzionalmente strutturate, a seconda dei parametri utilizzati. La rugosità può variare da circa Da 0,4 a 50 μm Ra.
- Nell'elettroerosione ad affondamento, la superficie può presentare una leggera struttura a "buccia d'arancia" o piccoli crateri, caratteristici del processo di erosione a scintilla.
La scelta tra questi tipi di taglio dipende dai requisiti specifici del pezzo, compresi i livelli di tolleranza, le esigenze di finitura superficiale e i vincoli di tempo della produzione. Spesso, in un singolo pezzo viene utilizzata una combinazione di questi tipi di taglio, iniziando con il taglio veloce per la sgrossatura e passando al taglio lento per la lavorazione di precisione finale.
È importante notare che questi valori possono variare a seconda della macchina specifica, del tipo di filo, del materiale del pezzo e di altri parametri di processo. Il compromesso tra velocità di taglio, finitura superficiale e precisione consente ai produttori di scegliere l'approccio più adatto per ogni applicazione.
La finitura superficiale finale dell'elettroerosione è influenzata da fattori quali i parametri della macchina, il materiale dell'elettrodo, il fluido dielettrico e il numero di passate di finitura. Regolando questi fattori, i produttori possono raggiungere l'equilibrio desiderato tra levigatezza della superficie ed efficienza produttiva.
La presenza di segni di utensili nell'elettroerosione dipende da diversi fattori
- Per l'elettroerosione a filo, sulla superficie di taglio possono comparire linee visibili che rappresentano il percorso del filo. Queste linee sono in genere molto sottili e spesso possono essere ridotte al minimo con le opportune impostazioni della macchina.
- Nell'elettroerosione ad affondamento, la superficie può presentare una leggera struttura a "buccia d'arancia" o piccoli crateri, caratteristici del processo di erosione a scintilla.
La finitura superficiale finale dell'elettroerosione è influenzata da fattori quali i parametri della macchina, il materiale dell'elettrodo, il fluido dielettrico e il numero di passate di finitura. Regolando questi fattori, i produttori possono raggiungere l'equilibrio desiderato tra levigatezza della superficie ed efficienza produttiva.
Tipi di taglio con elettroerosione a filo
Il taglio con elettroerosione a filo può essere classificato in tre tipi principali in base alla velocità di taglio.
Taglio rapido del filo
Il taglio a filo rapido è utilizzato per tagli grezzi e per la prima sagomatura dei pezzi. Offre:
- Velocità di taglio più elevate
- Precisione ridotta rispetto ai tagli più lenti
- Adatto per pezzi di grandi dimensioni o quando il tempo è un fattore critico
- Rugosità superficiale: Tipicamente da 3,2 a 6,3 μm Ra
- Precisione: da ±0,025 a ±0,05 mm (da 0,001" a 0,002")
Taglio a media velocità
Il taglio a media velocità offre un equilibrio tra velocità e precisione. È caratterizzato da:
- Il taglio a media velocità offre un equilibrio tra velocità e precisione. È caratterizzato da:
- Migliore finitura superficiale rispetto al taglio rapido
- Adatto per lavori di elettroerosione di uso generale
- Rugosità superficiale: Di solito da 1,6 a 3,2 μm Ra
- Precisione: da ±0,010 a ±0,025 mm (da 0,0004" a 0,001")
Taglio lento del filo
Il taglio a filo lento è utilizzato per lavori di alta precisione e tagli di finitura. Offre:
- Velocità di taglio più basse
- Massimo livello di precisione e finitura superficiale
- Ideale per i pezzi che richiedono tolleranze strette o una qualità superficiale superiore
- Rugosità superficiale: Può raggiungere da 0,4 a 1,6 μm Ra o meglio
- Precisione: da ±0,002 a ±0,010 mm (da 0,0001" a 0,0004")
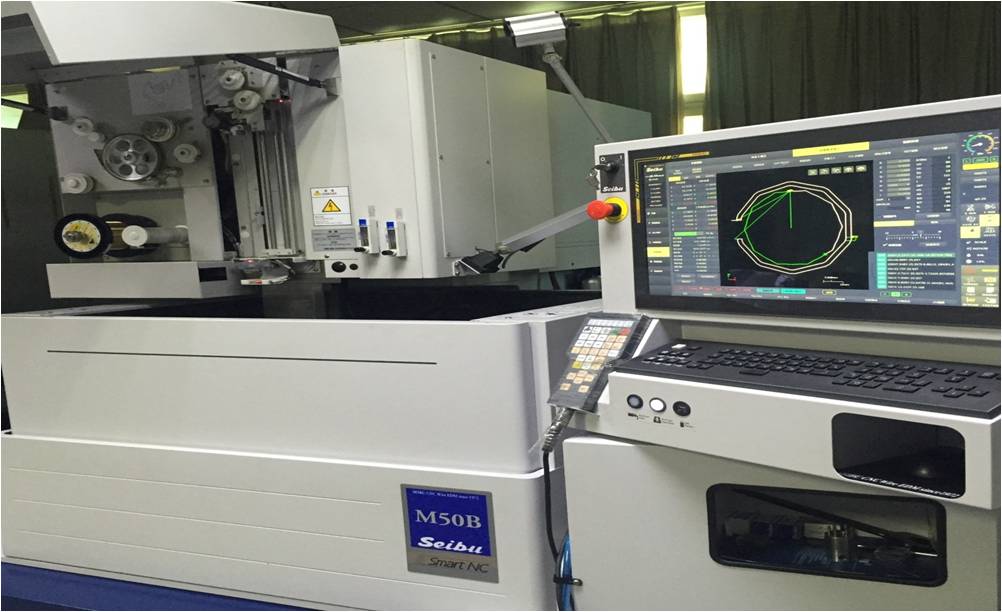
Capacità dei servizi di lavorazione SYM con elettroerosione a filo.
Ci sono 10 set di macchine per l'elettroerosione a filo e 4 set di macchine per l'elettroerosione ad affondamento nella fabbrica di lavorazione SYM
Nella fabbrica di lavorazione di precisione SYM, abbiamo 10 set di macchine per elettroerosione a filo e 4 set di macchine per elettroerosione a tuffo in casa, con 25 anni di esperienza nell'industria della lavorazione di precisione, combinando il processo di lavorazione cnc e il processo di rettifica di precisione, possiamo fornirvi una soluzione di lavorazione one-stop per i vostri requisiti di ingegneria di precisione. Quantità d'ordine da 1 unità a oltre 500 unità, componenti di precisione personalizzati soddisfano le vostre specifiche di disegno in tempo, ogni volta.
Tipo M/C | Qtà' | Marchio | Prodotto in | Modello | Viaggio X/Y/Z | Precisione |
Elettroerosione a filo | 1 | SODICK | GIAPPONE | AQ560L | 560 X 350 X 300 | 0.002 |
| 1 | SODICK | GIAPPONE | ALN400QS | 400 X 300 X 250 | 0.002 |
| 2 | SODICK | GIAPPONE | ALN400Q | 400 X 300 X 250 | 0.002 |
| 2 | SODICK | GIAPPONE | AQ400LS | 400 X 300 X 250 | 0.002 |
| 1 | SODICK | GIAPPONE | AQ360LS | 360 X 250 X 250 | 0.002 |
| 1 | SEIBU | GIAPPONE | M50B | 500 X 350 X 310 | 0.002 |
| 2 | SSG | TAIWAN | LA500A | 500 X 350 X 270 | 0.005 |
Elettroerosione ad affondamento | 4 | TAISHU | TAIWAN | XH-450 | 450 X 300 X 300 | 0.01 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}