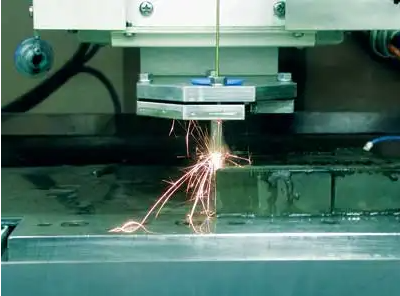
Qu'est-ce que l'usinage par électroérosion ?
L'usinage par électroérosion (EDM), c'est-à-dire le déplacement continu d'un fil métallique fin (appelé fil électrode) pour effectuer une décharge d'étincelles sur la pièce à usiner afin d'enlever le métal, de le couper et de le façonner.

L'électroérosion convient au traitement de pièces conductrices de haute dureté. Le traitement de diverses petites pièces complexes et précises, telles que des poinçons, des matrices concaves, des plaques fixes, etc. L'électro-érosion permet également de réaliser divers micro-trous et rainures, des fentes étroites, des courbes arbitraires, etc.
Les avantages :
- Faible surépaisseur d'usinage
- Grande précision d'usinage
- Cycle de production court
- Faible coût de fabrication
Vitesse d'usinage par électroérosion et qualité de surface :
Il existe trois méthodes de traitement : grossier, moyen et fin.
L'usinage grossier est réalisé avec une puissance élevée et une faible perte, tandis que l'usinage moyen et grossier est réalisé avec une puissance élevée et une faible perte. usinage précisLes électrodes ont des pertes relativement importantes, mais en général, les tolérances pour l'usinage moyen et précis sont faibles, de sorte que les pertes des électrodes sont également extrêmement faibles.
La précision est de +0,01 mm, la rugosité de surface est de Ra3,2~6,3um.

Matériau :
Les électrodes sont constituées de matériaux tels que le cuivre, le graphite et le tungstène, qui peuvent facilement conduire l'électricité.
L'usinage par électroérosion convient à certaines pièces métalliques. Il s'agit notamment de l'acier au carbone, de l'acier inoxydable, de l'acier à outils, de l'alliage de cuivre et de l'alliage d'aluminium.
Scories de carbone de l'électroérosion et décharge des scories
Le traitement par électroérosion peut être effectué sans problème à condition que des scories de carbone soient générées et que des scories de carbone soient exclues.

