Drahterodierdienstleistungen
Startseite " Drahterodierdienstleistungen
Drahterodierdienstleistungen aus einer Hand von einer Fabrik in China
Weltweit führend in der Drahterodierbearbeitung, liefert hochpräzise Prototypen für Ihren Bearbeitungsbedarf.
Wir bieten Drahterodieren und Senkerodieren, EDM-Präzisionsbearbeitung auf höchstem Niveau.

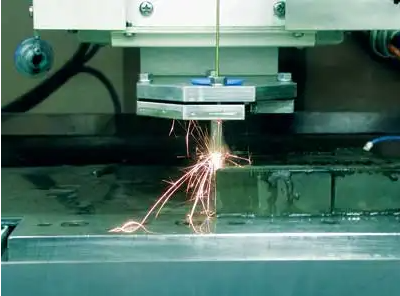
Was sind Drahterosionsbearbeitungsdienste?
Drahterodieren (EDM) ist ein Präzisionsfertigungsverfahren, bei dem elektrische Entladungen verwendet werden, um Material von einem Werkstück zu entfernen. Hier sind die wichtigsten Aspekte der Drahterodierbearbeitung
Hohe Präzision
Beim Drahterodieren können extrem enge Toleranzen erreicht werden, die oft innerhalb von ±0,0001 Zoll (±2,54 Mikrometer) liegen.
Komplexe Geometrien
Sie sind in der Lage, komplizierte Formen und innere Merkmale zu schneiden, die mit herkömmlichen Bearbeitungsmethoden schwierig oder unmöglich wären.
Geeignet für harte Materialien
Effektiv beim Schneiden von gehärteten Stählen, Titan und anderen zähen Legierungen.
Glatte Oberfläche
Erzeugt hervorragende Oberflächen, die oft nur eine minimale Nachbearbeitung erfordern.
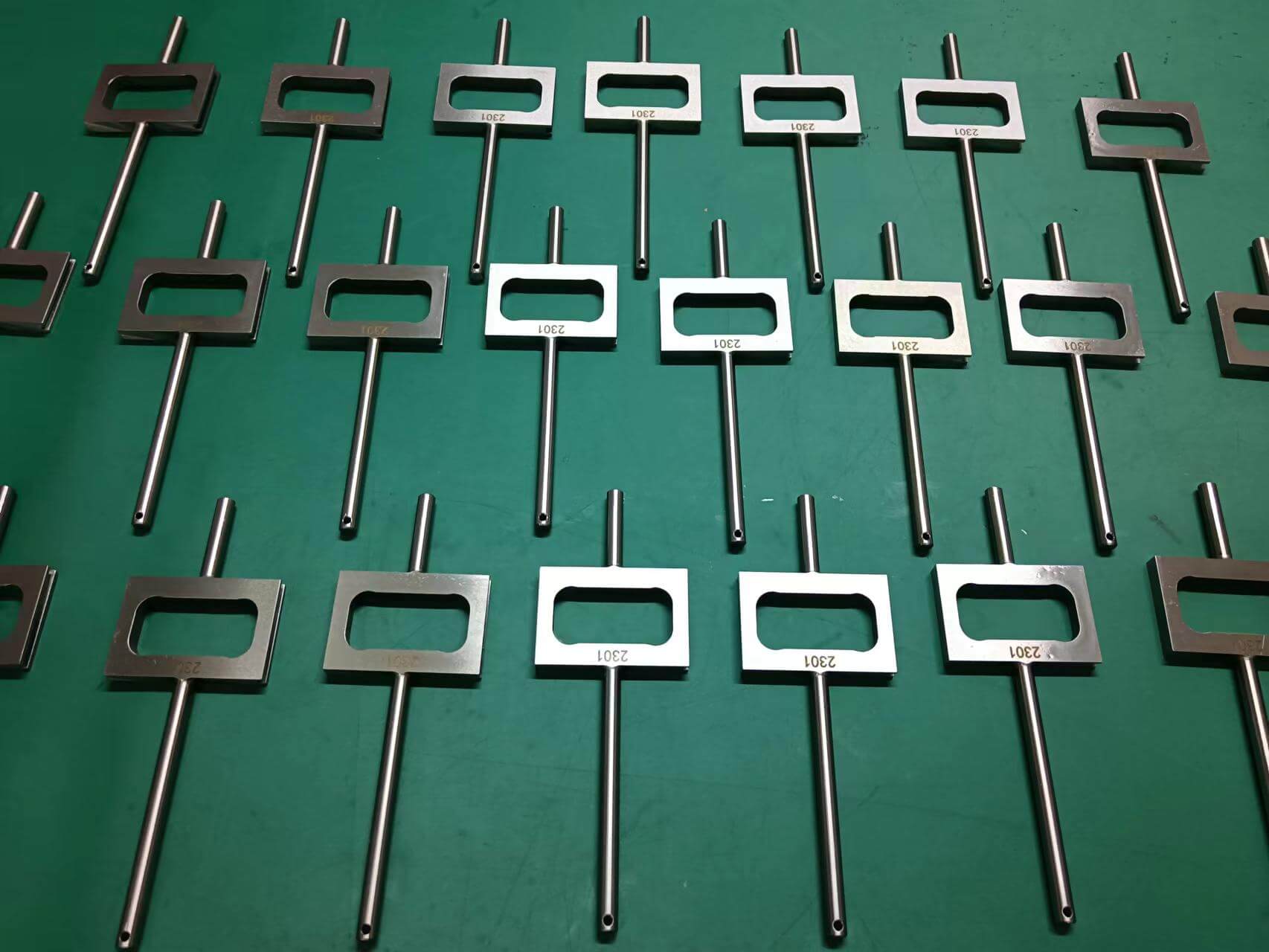
Anwendungen der Drahterodier-Bearbeitung
Drahterodieren ist besonders wertvoll in Branchen wie der Luft- und Raumfahrt, der Herstellung medizinischer Geräte und dem Werkzeugbau, wo Präzision und komplexe Geometrien entscheidend sind.
Präzise Schlitze und Öffnungen in Metallteile schneiden
Herstellung komplizierter Stanzwerkzeuge und Formen
Herstellung von kleinen, empfindlichen Teilen für medizinische Geräte
Erstellen von kundenspezifischen Zahnrädern und Kettenrädern
Herstellung von Luft- und Raumfahrtkomponenten mit komplexen Geometrien
EDM-Oberflächenmerkmale
Die durch EDM (Electrical Discharge Machining) erzeugte Oberflächengüte kann je nach Art des verwendeten EDM-Verfahrens variieren
Drahterodieren
Erzeugt im Allgemeinen eine glatte Oberfläche. Die Oberflächenrauhigkeit kann typischerweise zwischen 0,8 bis 1,6 μm Ra, kann aber bei mehreren Schälschnitten bis zu 0,1 μm Ra betragen.
- Beim Drahterodieren können sichtbare Linien auf der Schnittfläche erscheinen, die den Weg des Drahtes darstellen. Diese sind in der Regel sehr fein und können mit den richtigen Maschineneinstellungen oft minimiert werden.


Sinker EDM
Je nach den verwendeten Parametern können Oberflächen von sehr glatt bis hin zu bewusst strukturiert erzeugt werden. Die Rauhigkeit kann von etwa 0,4 bis 50 μm Ra.
- Beim Senkerodieren kann die Oberfläche eine leichte "Orangenhaut"-Struktur oder kleine Krater aufweisen, die für den Funkenerosionsprozess charakteristisch sind.
Die Wahl zwischen diesen Schnittarten hängt von den spezifischen Anforderungen des Teils ab, einschließlich der Toleranzwerte, der Anforderungen an die Oberflächengüte und der Zeitvorgaben für die Produktion. Oft wird eine Kombination dieser Schneidarten für ein einziges Teil verwendet, beginnend mit dem schnellen Schneiden für die Grobbearbeitung und fortschreitend mit dem langsamen Schneiden für die endgültige Präzisionsarbeit.
Es ist wichtig zu beachten, dass diese Werte je nach Maschine, Drahttyp, Werkstückmaterial und anderen Prozessparametern variieren können. Der Kompromiss zwischen Schnittgeschwindigkeit, Oberflächengüte und Genauigkeit ermöglicht es den Herstellern, den für die jeweilige Anwendung am besten geeigneten Ansatz zu wählen.
Die endgültige Oberflächengüte beim Erodieren wird von Faktoren wie den Maschinenparametern, dem Elektrodenmaterial, dem Dielektrikum und der Anzahl der Bearbeitungsgänge beeinflusst. Durch Anpassung dieser Faktoren können die Hersteller das gewünschte Gleichgewicht zwischen Oberflächenglätte und Produktionseffizienz erreichen.
Das Vorhandensein von Werkzeugmarken beim Erodieren hängt von mehreren Faktoren ab
- Beim Drahterodieren können sichtbare Linien auf der Schnittfläche erscheinen, die den Weg des Drahtes darstellen. Diese sind in der Regel sehr fein und können mit den richtigen Maschineneinstellungen oft minimiert werden.
- Beim Senkerodieren kann die Oberfläche eine leichte "Orangenhaut"-Struktur oder kleine Krater aufweisen, die für den Funkenerosionsprozess charakteristisch sind.
Die endgültige Oberflächengüte beim Erodieren wird von Faktoren wie den Maschinenparametern, dem Elektrodenmaterial, dem Dielektrikum und der Anzahl der Bearbeitungsgänge beeinflusst. Durch Anpassung dieser Faktoren können die Hersteller das gewünschte Gleichgewicht zwischen Oberflächenglätte und Produktionseffizienz erreichen.
Arten des Drahterodierens
Das Drahterodieren kann je nach Schnittgeschwindigkeit in drei Haupttypen eingeteilt werden.
Schnelles Schneiden von Draht
Das schnelle Drahtschneiden wird für grobe Schnitte und die erste Formgebung von Teilen verwendet. Es bietet:
- Höhere Schnittgeschwindigkeiten
- Geringere Präzision im Vergleich zu langsameren Schnitten
- Geeignet für größere Teile oder wenn Zeit ein kritischer Faktor ist
- Oberflächenrauhigkeit: Typischerweise 3,2 bis 6,3 μm Ra
- Genauigkeit: ±0,025 bis ±0,05 mm (0,001" bis 0,002")
Schneiden mit mittlerer Geschwindigkeit
Das Schneiden mit mittlerer Geschwindigkeit bietet ein ausgewogenes Verhältnis zwischen Geschwindigkeit und Präzision. Es ist gekennzeichnet durch:
- Das Schneiden mit mittlerer Geschwindigkeit bietet ein ausgewogenes Verhältnis zwischen Geschwindigkeit und Präzision. Es ist gekennzeichnet durch:
- Bessere Oberflächengüte als beim Schnellschneiden
- Geeignet für allgemeine EDM-Arbeiten
- Oberflächenrauhigkeit: Normalerweise 1,6 bis 3,2 μm Ra
- Genauigkeit: ±0,010 bis ±0,025 mm (0,0004" bis 0,001")
Langsames Schneiden von Draht
Langsames Drahtschneiden wird für hochpräzise Arbeiten und Feinschnitte verwendet. Es bietet:
- Langsamere Schnittgeschwindigkeiten
- Höchste Präzision und Oberflächengüte
- Ideal für Teile, die enge Toleranzen oder eine hohe Oberflächenqualität erfordern
- Oberflächenrauhigkeit: Kann 0,4 bis 1,6 μm Ra oder besser erreichen
- Genauigkeit: ±0,002 bis ±0,010 mm (0,0001" bis 0,0004")
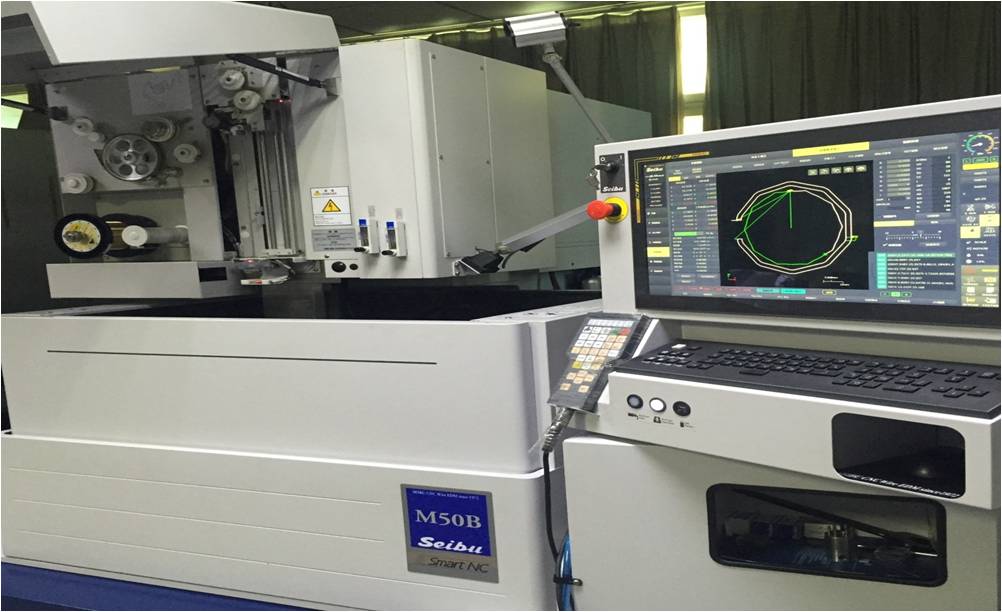
SYM Drahterodierdienstleistungen Kapazität.
In der SYM-Bearbeitungsfabrik gibt es 10 Drahterodiermaschinen und 4 Senkerodiermaschinen.
In der SYM-Fabrik für Präzisionsbearbeitung verfügen wir über 10 Drahterodiermaschinen und 4 Senkerodiermaschinen. Mit 25 Jahren Erfahrung in der Präzisionsbearbeitungsindustrie und der Kombination von CNC-Bearbeitung und Präzisionsschleifen können wir Ihnen eine Komplettlösung für Ihre präzisen technischen Anforderungen bieten. Bestellmengen von 1 Einheit bis zu über 500 Einheiten, kundenspezifische Präzisionskomponenten erfüllen Ihre Zeichnungsspezifikationen pünktlich, jedes Mal.
M/C Typ | Menge | Marke | Hergestellt in | Modell | X/Y/Z Reisen | Genauigkeit |
Drahterodieren | 1 | SODICK | JAPAN | AQ560L | 560 X 350 X 300 | 0.002 |
| 1 | SODICK | JAPAN | ALN400QS | 400 X 300 X 250 | 0.002 |
| 2 | SODICK | JAPAN | ALN400Q | 400 X 300 X 250 | 0.002 |
| 2 | SODICK | JAPAN | AQ400LS | 400 X 300 X 250 | 0.002 |
| 1 | SODICK | JAPAN | AQ360LS | 360 X 250 X 250 | 0.002 |
| 1 | SEIBU | JAPAN | M50B | 500 X 350 X 310 | 0.002 |
| 2 | SSG | TAIWAN | LA500A | 500 X 350 X 270 | 0.005 |
Sinker EDM | 4 | TAISHU | TAIWAN | XH-450 | 450 X 300 X 300 | 0.01 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}